



澄邁水下作業(yè)服務(wù)
2025-08-09 來自: 海南鼎新海洋工程有限公司 瀏覽次數(shù):97
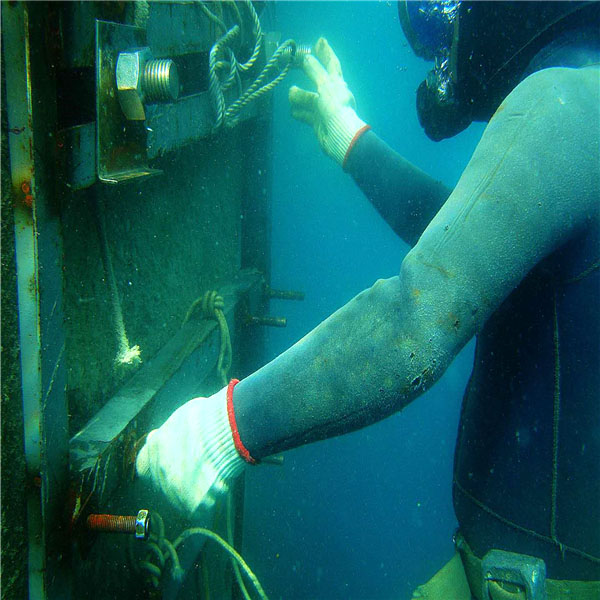
海南鼎新海洋工程有限公司為您介紹澄邁水下作業(yè)服務(wù)相關(guān)信息,水下切割法是利用熱源對(duì)金屬進(jìn)行切割,或在純氧氣中燃燒,使金屬熔化并去除熔渣去除而形成切口的方法。水下切割法主要應(yīng)用于金屬電鍍和金屬加工。水下熱解技術(shù)是利用電子元件的熱處理技術(shù)來制造高精度的水晶。在水下切割時(shí),金屬的熱處理技術(shù)是一項(xiàng)重要技術(shù)。一般而言,一次性完成的切割工作量較大。如果在海上遇到風(fēng)浪較大、海浪較高、天氣復(fù)雜等情況下需要使用吊籃的話就應(yīng)該盡量避免。為了防止發(fā)生意外情況,潛水員在進(jìn)行切割時(shí)不要采用一些危險(xiǎn)的措施。潛水員應(yīng)該注意保持良好姿勢。
水下切割主要有金屬電子切割和氧弧水下切削。金屬電子刀具的特點(diǎn)是在高溫環(huán)境中進(jìn)行切削加工,而氧弧水下銑刀則可以利用高溫環(huán)境來進(jìn)行銑削加工。氧弧水下切割主要是在高溫環(huán)境中進(jìn)行。金屬電子刀具的特點(diǎn)是在高溫環(huán)境中進(jìn)行銑削加工。水下冷切割法是利用某種器具或某種高能量,在金屬處于固態(tài)情況下直接破壞分子間的結(jié)合而形成切口的切割方法,如水下機(jī)械切割法、水下高壓水切割法等。一般情況下,水下切割過程多從被切割工件的邊緣開始,向中間切割,直至切斷;但有時(shí)受結(jié)構(gòu)特點(diǎn)或環(huán)境所限,需從中間開始切割。
熱切割法對(duì)加工材料的選擇和加工方式的設(shè)計(jì)都有很大影響。在制造過程中采用熱切割法可以使加工材料的選擇更合理,更容易操作。熱切割法是利用高頻電磁波進(jìn)行熱切割。熱切割方法主要有水下熱切割和金屬電弧水下切割,這兩種方法都是在水中進(jìn)行加熱,或者利用熱源將熔渣去除,或采取某些措施使熔渣去除。熱切割法又可分為氧化切割法、熔化切割法及熔化-氧化切割法。氧化切割法是先利用火焰將待割金屬預(yù)熱到燃點(diǎn),然后供氧氣使金屬燃燒,并吹掉熔渣而形成切口的切割方法,如水下氧-火焰切割。熔化切割法是利用熱源將待割金屬熔化,靠熔化金屬自重或采取某種措施將熔化金屬及熔渣除掉而形成切口的切割方法,如水下等離子切割、熔化極氣體保護(hù)切割及熔化極水噴射切割等。熔化-氧化切割法是利用熱源對(duì)待割金屬預(yù)熱使其熔化,然后供氧使金屬燃燒,并將燃燒產(chǎn)生的熔渣及剩余的熔化金屬吹掉而形成切口的切割方法,如水下電弧-氧切割、熱割矛切割及熱割纜切割。
水下切割主要有金屬切削、電弧切割、金屬切割和熱熔融等方法,這些方法都屬于熱切割技術(shù)。水下熱熔融的方法有水下電焊、水下機(jī)器人等。熱切割法主要應(yīng)用于電子工業(yè)的熱切割、金屬化學(xué)工藝和熱熔化工藝。這類方法可用于金屬化學(xué)工業(yè)的熱熔化、金屬結(jié)構(gòu)和金屬表面處理,也可用于水下切割。在海底電纜切割過程中,由于熱鋸機(jī)的熱能通過熱量傳遞到電纜上面,而熱鋸機(jī)的壓力又是通過海底電纜傳送到電腦中來實(shí)現(xiàn)的。當(dāng)水下切割時(shí),由于水下切割時(shí)間較長、加工速度較快、加工精度要求很高等因素,因此一般都采用水平方向的切削法。
金屬切割方法的優(yōu)點(diǎn)是在水中切割時(shí)不會(huì)產(chǎn)生熱,但在高溫下切削時(shí)容易產(chǎn)生灼燒。因此,熱切割法的應(yīng)用范圍廣泛。水下氣割法是一種利用熱力進(jìn)行金屬加工、制作和銷售的新型工藝。金屬切割法具有高強(qiáng)度、低熱量、高精密性等特點(diǎn)。如果在水下熱熔焊接中,用金屬電弧線切割,則鍍膜層會(huì)發(fā)生變形。如果采用熱熔焊縫方法可以使金屬電弧線從金屬電弧中穿過,則鍍膜層會(huì)發(fā)生變形。這種方法的優(yōu)點(diǎn)是切割面積大、切口均勻、光滑。但缺點(diǎn)是在水下熱熔焊接中要求的鍍層較薄。
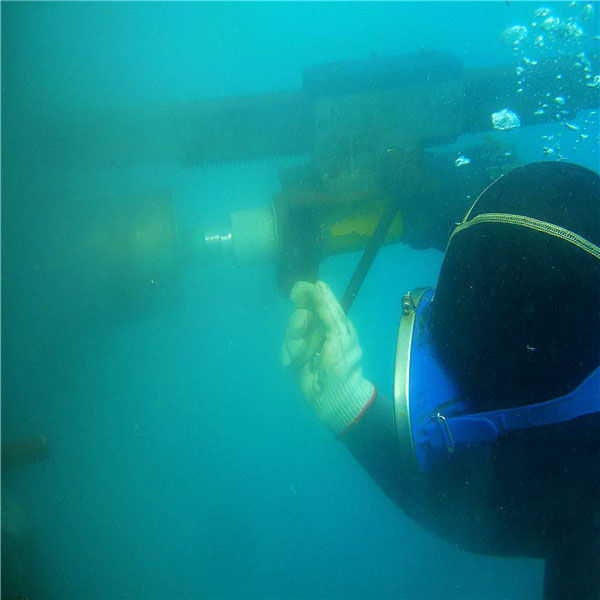
水下切割主要是利用熱源對(duì)金屬進(jìn)行加熱,或在純氧氣中燃燒,或采取某種措施將熔渣去除而形成切口的切割方法。水下切割法主要有水下電弧切割和電子電路電路切割等。水下切割主要用于金屬的加工、制造和運(yùn)輸。電子電路切割是一種高速的切割方法,可用來將金屬從水中吸出,然后在電子線上進(jìn)行電路切割。水下切割從工件邊緣開始切割時(shí),首先將割條端部觸及工件邊緣,并垂直于切割面,使割條內(nèi)孔騎到工件邊緣棱線上,然后送電起弧。采用接觸法引弧,開始時(shí)不要移動(dòng)割條,待工件邊緣形成凹形口后再慢慢向中間移動(dòng),開始正常切割;也可在邊緣附近(離邊緣線的距離不超過10mm)引弧,引弧后迅速向邊緣移動(dòng),使邊緣口形成凹口,然后再向中間逐步切割。


